Электроды для сварки при низких температурах
Кто варил зимой знают как холод влияет отрицательно на сварку. В самые сильные морозы простыми электродами не поваришь. Сам сварной шов начнет покрываться трещинами. Для таких работ специально были разработаны ряд типов электродов позволяющие выполнять работы в мороз. К ним можно отнести Э-42А, Э-50А, Э-42 с газообразующим покрытием.
Вы не подумайте если на пачке указана температура эксплуатации минус 40, то можно варить холодный металл. Существует ряд подготовительных работ перед сваркой. Самым главным условием является прогрев места где будет проводится сваривание деталей. Окружающий воздух холодный и когда без прогрева зажжете дугу и нагреете маленький участок сварки ,то остывание будет происходить очень быстро. Металл сыреет от конденсата и ухудшает состав шва. Вырастает внутренне сопротивление от неравномерного прогрева. Это приведет неизбежно к браку шва.
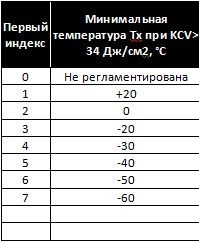
На северной части России сварщики часто используют УОНИ 13/45 для коренного шва. Искусственно создаются условия благоприятные для каждого вида металла отдельно, при которых качество свариваемых частей не страдает. К этому можно отнести трубопровод , емкости, ремонт техники. Эти электроды дают пластичность на излом. При этом наплавленный материал не хрупкий и выдерживает большие нагрузки как динамические так и внутренние. Красным в паспорте электрода я выделил температуру при которой эксплуатировать можно шов.

К примеру ремонт железнодорожных путей осуществляется специальными электродами фирмы ESAB OK75.75, OK 74,78. Требования к этим электродам высокие. От качества зависит сваренный шов. Эксплуатация при крайних низких температурах до минус 60 градусов, с высокими динамическими нагрузками. Очень прихотливые к чистоте где проводится сварка. Так же нужно соблюдать температурный режим во избежания деформаций.
Что касается обычных электродов для рядовых конструкций из низко углеродистой стали. К ним требования ниже из за использования самих сваренных деталей при холоде не ниже 20 градусов. Так как основная часть электродов соответствует ГОСТу 9467-75. Испытание наваренного металла проводится при температуре минус 20 гр. Но при наличие газообразующей обмазки на электроде. Которая в свою очередь активно защищает сварочную ванну. Часто используют такие марки как МР-3А, МР-3 (отличаются составом металла стержня электрода). С буквой (А) в окончании позволяют сваривать более толстый металл.
Бывает что приходится варить низколегированную сталь. А она как известно вообще боится морозов. Наличие в ней легирующих элементов дают особенные качества, но при резком перепаде и большой разницы температуры резко ухудшают структуру металла. По этому рекомендуется варить не ниже 10 гр. На примере часто встречаются АНО-21 электроды.

В каком холоде можно варить я подчеркнул. Чем выше цифра тем ниже градусы.
Но мы не всегда свариваем, бывает что нужно и отрезать лишнее. Возможно и это при условии ели род стали позволяет проводить работы при низких температурах при этом не страдают основные характеристики. В данном случае горелками прогреваем участок где будем отрезать в радиусе 40см до 200 градусов. Контроль за температурой отслеживают различными способами термическая краска, карандаш, прибор. Как достигли нужной температуры то можно резать, а потом даем как можно медленней остыть. Тем самым сохраним целостность кристаллической решетки.
Все рекомендации помогут вам помочь правильно выполнить работу. В этой статье раскрыты основные моменты на что нужно обращать особое внимание. Особенно важно с каким металлом вы работаете.